

气凝胶是一种超轻的材料,自1931年发现,目前正处在新一轮产业化浪潮的快速发展中。气凝胶以其绝佳的隔热保温吸声等特性,广泛应用于新能源、航天、建筑和服装等行业。
一般而言,气凝胶是无法直接应用的,需要封装加工厂对其进行进一步处理,如新能源领域我们常见的气凝胶隔热垫。为了确保隔热垫在使用过程当中的稳定性和可靠性,这离不开精细而严谨的封装工艺。
 宁德时代预氧丝气凝胶隔热垫
宁德时代预氧丝气凝胶隔热垫

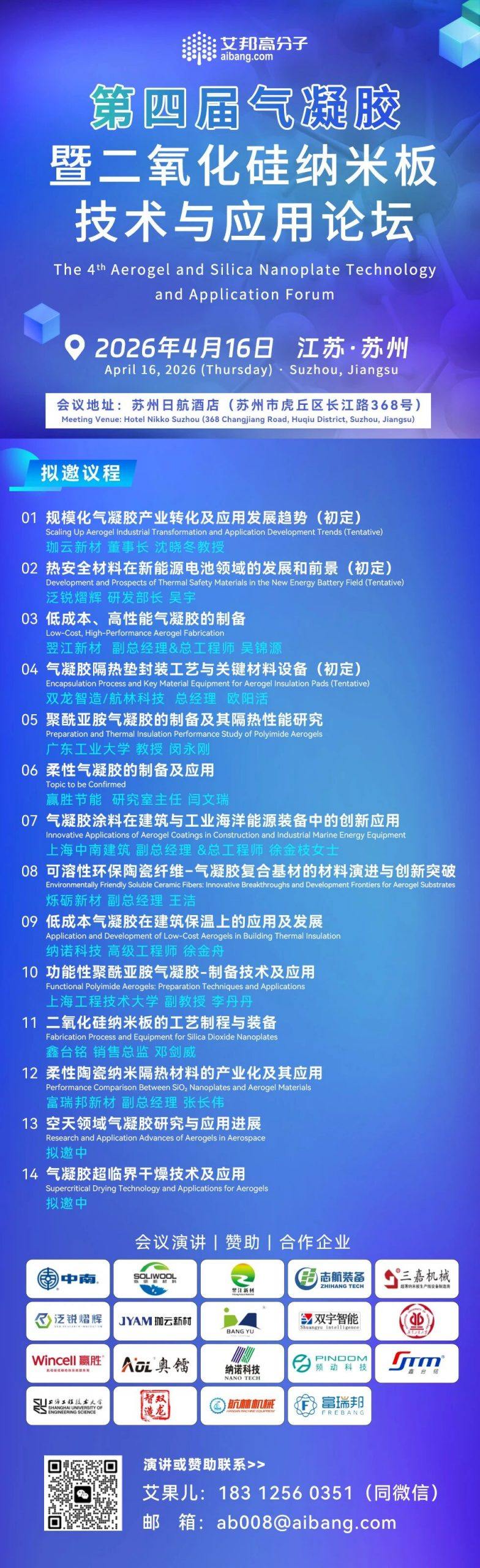
📢4月16日,深圳市鑫台铭智能装备股份有限公司将莅临艾邦高分子第四届气凝胶暨二氧化硅纳米板技术与应用论坛📍苏州,将带来《二氧化硅纳米板的工艺制程与装备》的主题演讲和展台展示!敬请期待!
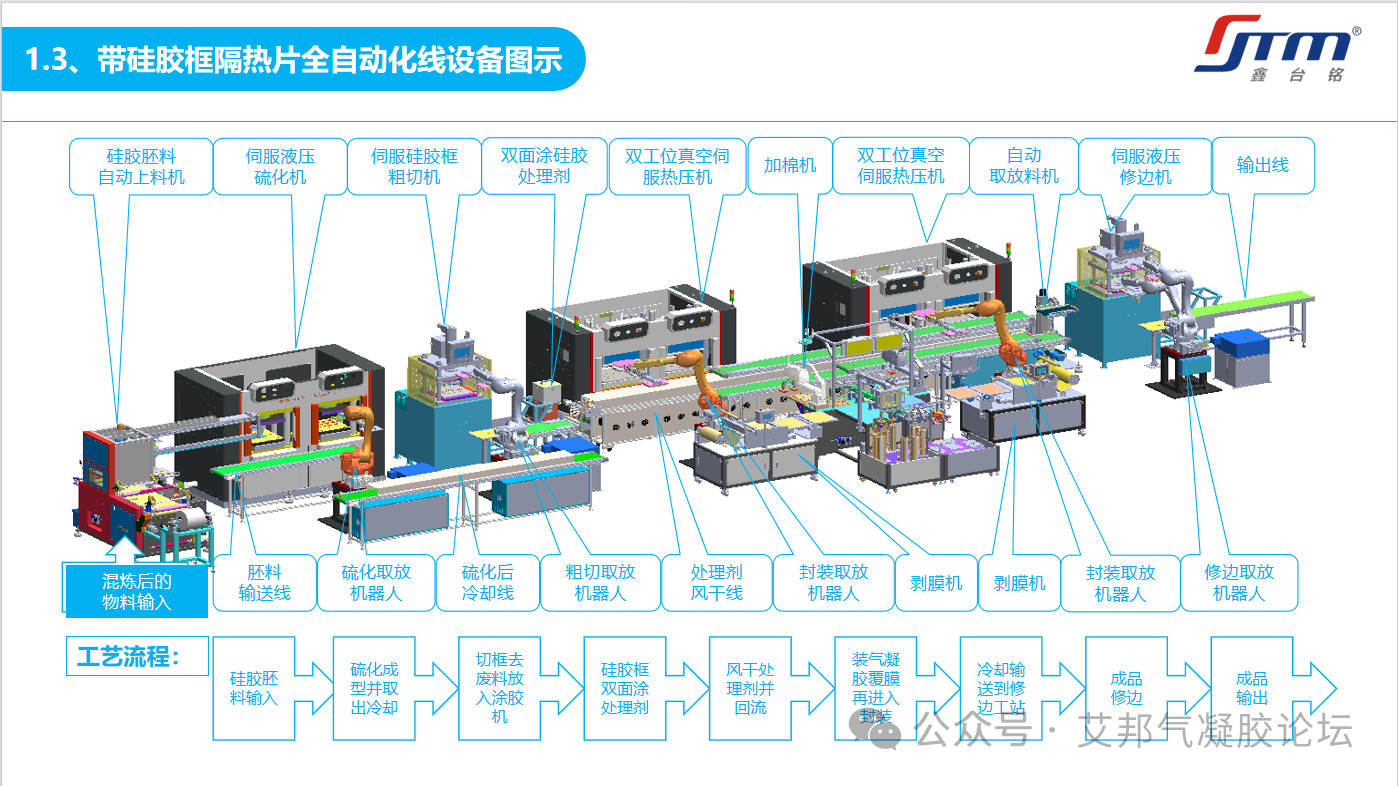
一、带硅胶框隔热垫生产工艺流程
● 硅胶硫化成型:首先进行硅胶的硫化成型,确立产品的基础形状和结构。
● 冷却:成型后的产品需要冷却以固定形状,为下一步处理做准备。
● 裁切:根据产品规格,对内外尺寸进行精确裁切,确保产品的精确度。
● 涂胶机双面涂刷处理剂:在特定部分涂刷处理剂以增加产品的性能,不过,随着技术进步,部分新工艺已能省略这一步骤,直接进入下一环节。
● 风干:对涂刷了处理剂的产品进行风干,以确保处理剂的固定和产品性能的稳定。
● 装填气凝胶:将气凝胶填入硅胶框内,为隔热垫的核心部分。
● 覆盖PET双层膜:在装填好的气凝胶上覆盖PET双层膜,以增强产品的保护性和耐用性。
● 真空热压封装:通过抽真空、热压封装过程,确保所有部分紧密结合,形成整体。
● 成型冷却:封装后的产品需再次冷却,固定其结构。
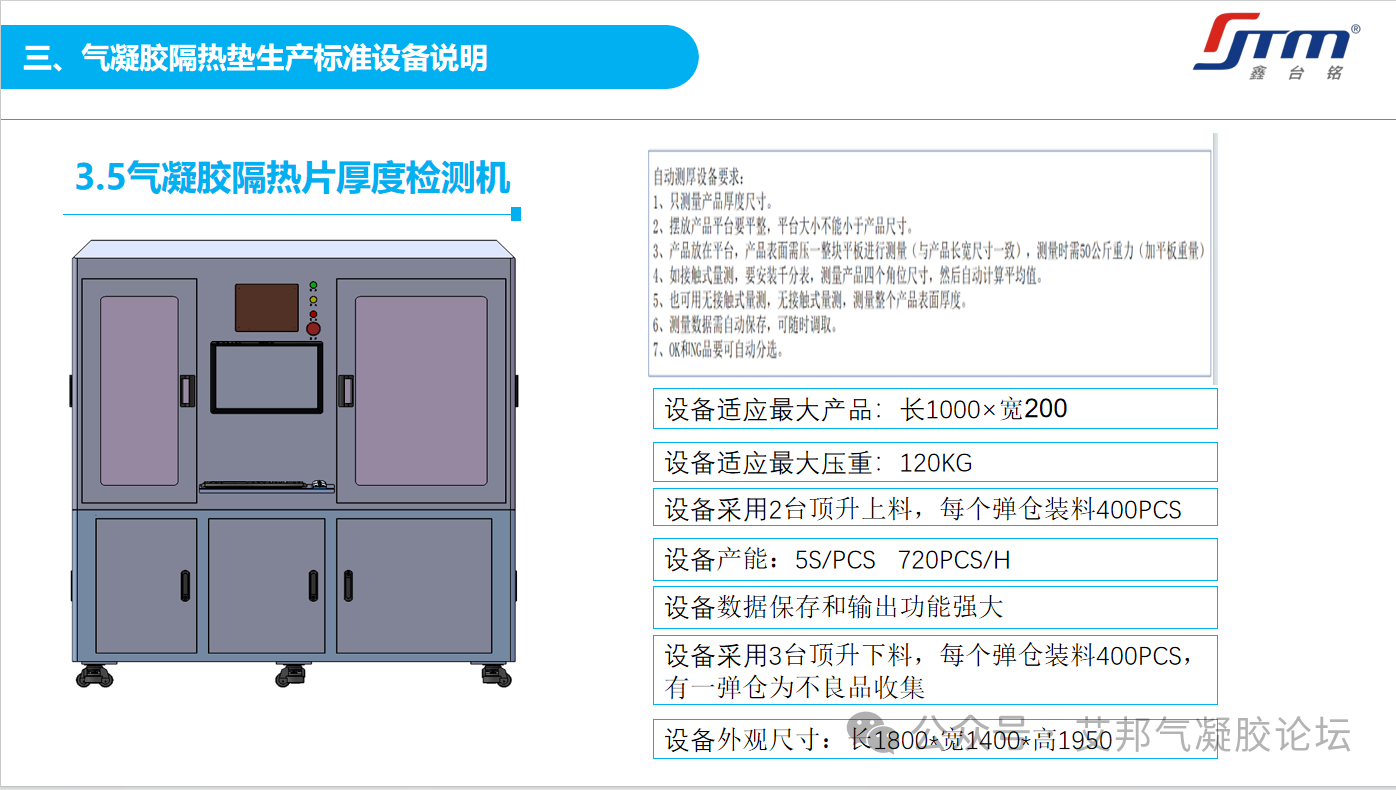
● 修边与检测:对冷却后的产品进行修边处理,随后进行厚度检测和外观检测,确保产品质量。
● 贴背胶:在产品背面贴上背胶,便于安装使用。
其中,鑫台铭带硅胶框隔热垫生产产线有全自动和半自动之分,两者的区别在于:
-
带硅胶框隔热垫半自动产线是从采购成熟的硅胶框开始,接着通过自动装框成型和涂刷工艺等步骤进行加工,最终,产品经过冷却、修边处理,以及封装前的覆膜装填和封装成型;
-
而全自动产线是从硅胶框原料来说,包含初步配料输送到硫化成型,再到最终产品输出。

-
结构为PET膜+气凝胶材料+PET膜的组合
-
流程:从膜料的剥离、气凝胶芯材定位,覆膜对齐,真空热压封装、冷却、再进行厚度和外观检测,最后贴背胶到成品的输出。
三、鑫台铭相关设备介绍
1.真空热压机(单工位/双工位/单层/双层)
2.气凝胶隔热片厚度检测机
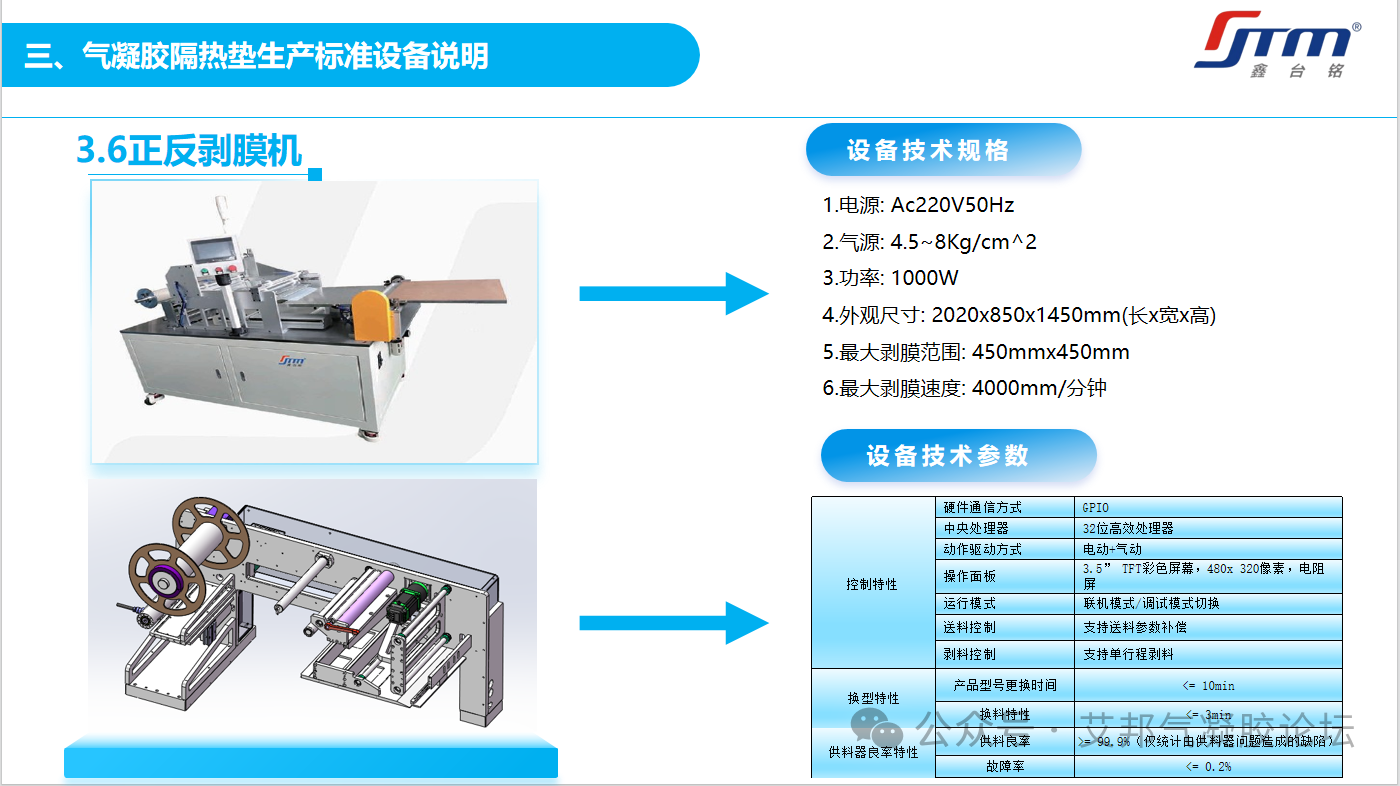
3.正反剥膜机/模切修边机

4.双面贴合机(低精度/高精度)


报名方式

果儿 18312560351(同微信)
邮箱:ab008@aibang.com
报名方式二:扫码报名
识别二维码进入报名页面

或复制报名链接,浏览器打开:
https://www.aibang360.com/m/100281?ref=172672